반응형
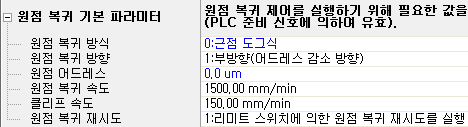
원점복귀시 zp를 이용해서 했는데 이번에는 다른 방법으로 한다.
어디로 갈지 지정하는 버퍼메모리
기동
기동완료를 플래그로 확인한다.


원점복귀 완료 램프가 있다.

[ZP.PSTRT1 U4 K1 M1]
[ZP.PSTRT1 U4 D2 M2]
[ZP.PSTRT1 U4 ㅇ3 M3]
D3은 G1500에 해당
인텔리전트 기능 모듈에서 '축1_위치_결정_데이터'에
프로그래밍에 관계된 위치에 대한 정보를 입력한다.
흡착위치와 1층높이를 입력한다.


모든 설정과 프로그램 코딩이 완료되면 장비에서 확인을 한다.
그런데 다른 것은 작동이 되나 원점복귀와 정/역이 동작하지 않는다.
이유는 속도를 주지 않아서이다.
지령속도를 1500으로 준다.

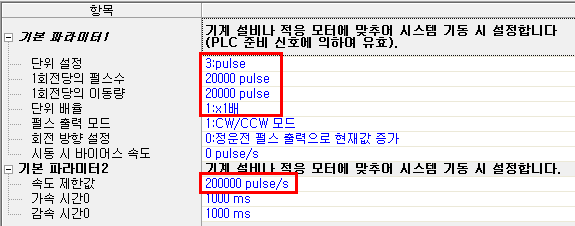
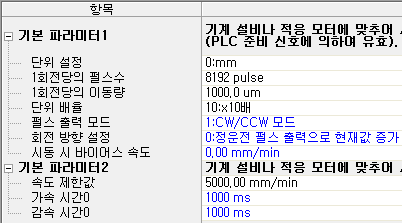
그래도 움직이지 않았다. 자세히 보니 원호 어드레스와 지령속도의 단위가 맞지 않다.
인텔리전트 기능 모듈의 파라미터 설정 9가지를 바꿔준다.

연속동작 테스트



변경한다.

축정지

연속동작 설명 :
연속종료 되는 조건은 C1, C2의 수량이 만족할 때이다.
연속동작 버튼을 누르면 누르는 순간 디스플레이의 숫자를 0으로 만들어준다.
멜섹 작업파일
GT Designer 작업파일
멜섹 작업파일 (교수님)
180419_기본.gxw
0.95MB
180419_단속동작.gxw
0.95MB
180419_연속동작.gxw
1.00MB
GT Designer 작업파일 (교수님)
'자동제어(PLC,PC,로봇) & 전장설계 & CNC > PLC2(Melsec-Q)' 카테고리의 다른 글
| PLC2 17일차 수업 (200810) (0) | 2020.08.10 |
|---|---|
| PLC2 16일차 수업 (200727) (0) | 2020.07.27 |
| GOT 작화 (0) | 2020.06.25 |
| PLC 배선 다시하고 테스트 하기 (0) | 2020.06.25 |
| PLC2 10일차 수업 (200615) (0) | 2020.06.15 |



